> 数据图表各位网友请教一下2.1 轧辊:直接决定压轧精度和质量,精度水平要求μm级别
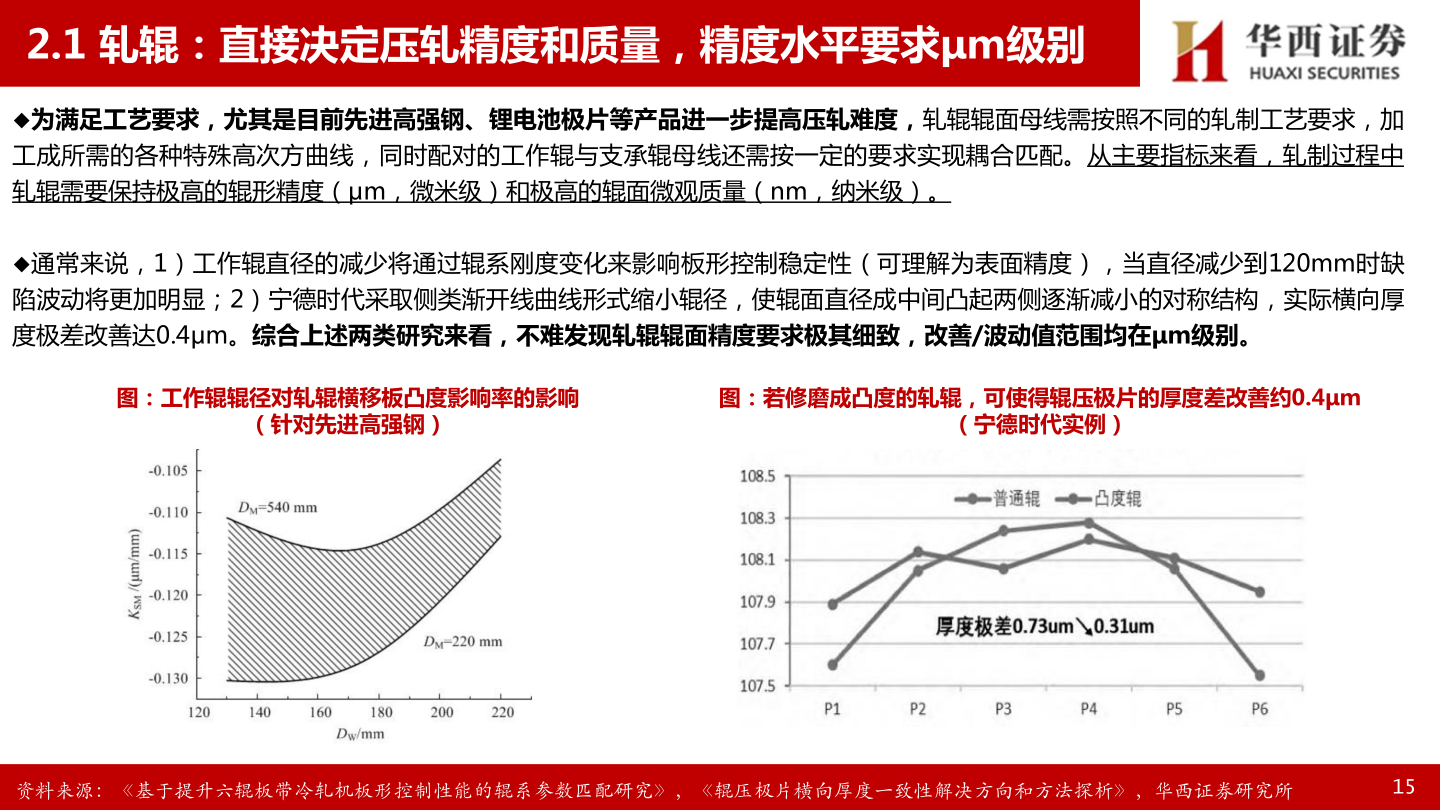
2025-4-02.1 轧辊:直接决定压轧精度和质量,精度水平要求μm级别为满足工艺要求,尤其是目前先进高强钢、锂电池极片等产品进一步提高压轧难度,轧辊辊面母线需按照不同的轧制工艺要求,加工成所需的各种特殊高次方曲线,同时配对的工作辊与支承辊母线还需按一定的要求实现耦合匹配。从主要指标来看,轧制过程中轧辊需要保持极高的辊形精度(μm,微米级)和极高的辊面微观质量(nm,纳米级)。通常来说,1)工作辊直径的减少将通过辊系刚度变化来影响板形控制稳定性(可理解为表面精度),当直径减少到120mm时缺陷波动将更加明显;2)宁德时代采取侧类渐开线曲线形式缩小辊径,使辊面直径成中间凸起两侧逐渐减小的对称结构,实际横向厚度极差改善达0.4μm。综合上述两类研究来看,不难发现轧辊辊面精度要求极其细致,改善/波动值范围均在μm级别。图:工作辊辊径对轧辊横移板凸度影响率的影响图:若修磨成凸度的轧辊,可使得辊压极片的厚度差改善约0.4μm(针对先进高强钢)(宁德时代实例)资料来源:《基于提升六辊板带冷轧机板形控制性能的辊系参数匹配研究》,《辊压极片横向厚度一致性解决方向和方法探析》,华西证券研究所15