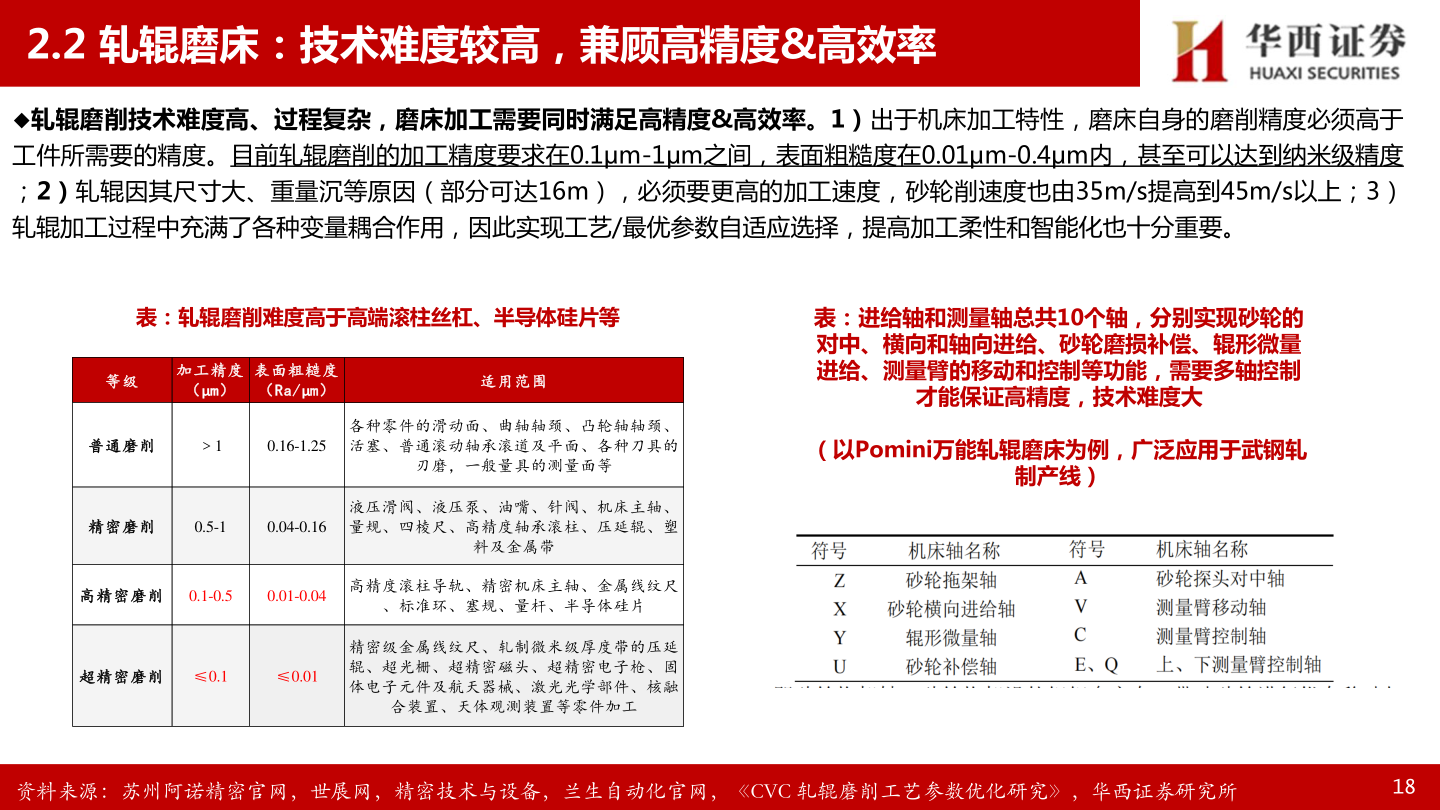
> 数据图表如何了解2.2 轧辊磨床:技术难度较高,兼顾高精度2025-4-02.2 轧辊磨床:技术难度较高,兼顾高精度&高效率轧辊磨削技术难度高、过程复杂,磨床加工需要同时满足高精度&高效率。1)出于机床加工特性,磨床自身的磨削精度必须高于工件所需要的精度。目前轧辊磨削的加工精度要求在0.1μm-1μm之间,表面粗糙度在0.01μm-0.4μm内,甚至可以达到纳米级精度;2)轧辊因其尺寸大、重量沉等原因(部分可达16m),必须要更高的加工速度,砂轮削速度也由35m/s提高到45m/s以上;3)轧辊加工过程中充满了各种变量耦合作用,因此实现工艺/最优参数自适应选择,提高加工柔性和智能化也十分重要。表:轧辊磨削难度高于高端滚柱丝杠、半导体硅片等表:进给轴和测量轴总共10个轴,分别实现砂轮的对中、横向和轴向进给、砂轮磨损补偿、辊形微量进给、测量臂的移动和控制等功能,需要多轴控制才能保证高精度,技术难度大(以Pomini万能轧辊磨床为例,广泛应用于武钢轧制产线)资料来源:苏州阿诺精密官网,世展网,精密技术与设备,兰生自动化官网,《CVC 轧辊磨削工艺参数优化研究》,华西证券研究所18等级加工精度(µm)表面粗糙度(Ra/µm)适用范围普通磨削>10.16-1.25精密磨削0.5-10.04-0.16各种零件的滑动面、曲轴轴颈、凸轮轴轴颈、活塞、普通滚动轴承滚道及平面、各种刀具的刃磨,一般量具的测量面等液压滑阀、液压泵、油嘴、针阀、机床主轴、量规、四棱尺、高精度轴承滚柱、压延辊、塑料及金属带高精密磨削 0.1-0.50.01-0.04高精度滚柱导轨、精密机床主轴、金属线纹尺、标准环、塞规、量杆、半导体硅片超精密磨削 ≤0.1≤0.01精密级金属线纹尺、轧制微米级厚度带的压延辊、超光栅、超精密磁头、超精密电子枪、固体电子元件及航天器械、激光光学部件、核融合装置、天体观测装置等零件加工华西证券综合其他