> 数据图表一起讨论下3.1 复用超精密磨削技术积累,切入螺纹磨床等新品逻辑清晰
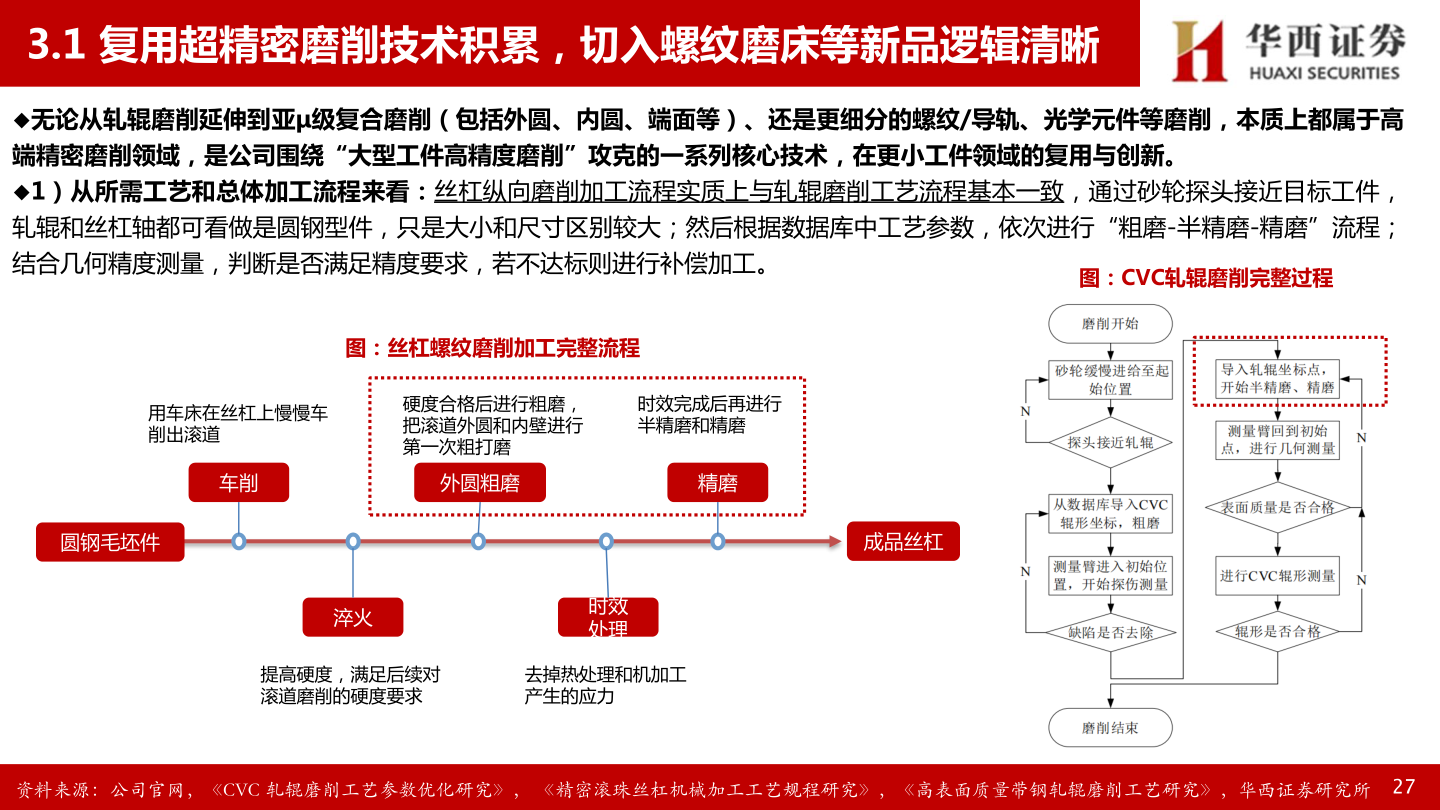
2025-4-03.1 复用超精密磨削技术积累,切入螺纹磨床等新品逻辑清晰无论从轧辊磨削延伸到亚μ级复合磨削(包括外圆、内圆、端面等)、还是更细分的螺纹/导轨、光学元件等磨削,本质上都属于高端精密磨削领域,是公司围绕“大型工件高精度磨削”攻克的一系列核心技术,在更小工件领域的复用与创新。1)从所需工艺和总体加工流程来看:丝杠纵向磨削加工流程实质上与轧辊磨削工艺流程基本一致,通过砂轮探头接近目标工件,轧辊和丝杠轴都可看做是圆钢型件,只是大小和尺寸区别较大;然后根据数据库中工艺参数,依次进行“粗磨-半精磨-精磨”流程;结合几何精度测量,判断是否满足精度要求,若不达标则进行补偿加工。图:CVC轧辊磨削完整过程图:丝杠螺纹磨削加工完整流程用车床在丝杠上慢慢车削出滚道硬度合格后进行粗磨,把滚道外圆和内壁进行第一次粗打磨时效完成后再进行半精磨和精磨车削外圆粗磨精磨圆钢毛坯件成品丝杠淬火时效处理提高硬度,满足后续对滚道磨削的硬度要求去掉热处理和机加工产生的应力资料来源:公司官网,《CVC 轧辊磨削工艺参数优化研究》, 《精密滚珠丝杠机械加工工艺规程研究》,《高表面质量带钢轧辊磨削工艺研究》,华西证券研究所27