> 数据图表想关注一下3.1 复用超精密磨削技术积累,切入螺纹磨床等新品逻辑清晰
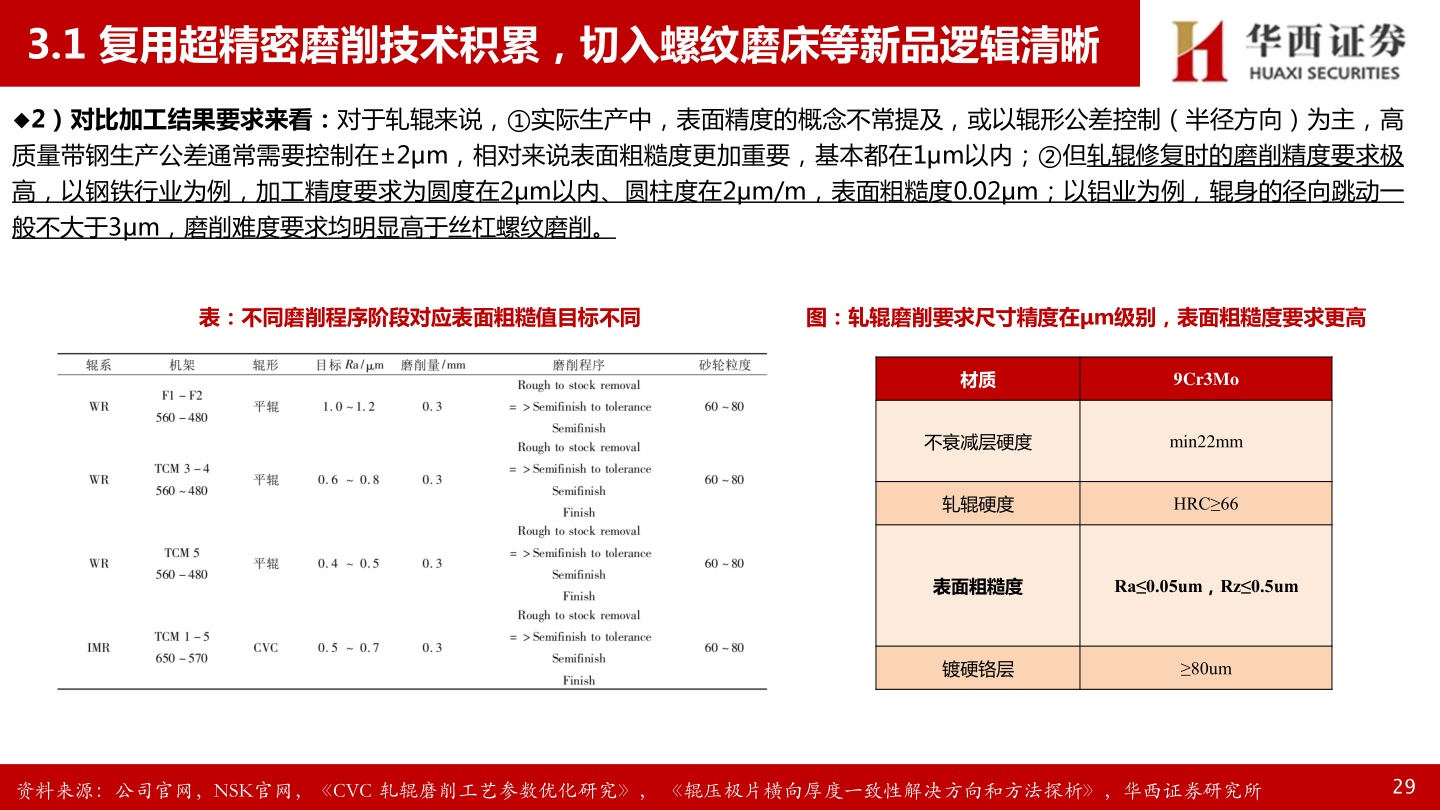
2025-4-03.1 复用超精密磨削技术积累,切入螺纹磨床等新品逻辑清晰2)对比加工结果要求来看:对于轧辊来说,①实际生产中,表面精度的概念不常提及,或以辊形公差控制(半径方向)为主,高质量带钢生产公差通常需要控制在±2μm,相对来说表面粗糙度更加重要,基本都在1μm以内;②但轧辊修复时的磨削精度要求极高,以钢铁行业为例,加工精度要求为圆度在2μm以内、圆柱度在2μm/m,表面粗糙度0.02μm;以铝业为例,辊身的径向跳动一般不大于3μm,磨削难度要求均明显高于丝杠螺纹磨削。表:不同磨削程序阶段对应表面粗糙值目标不同图:轧辊磨削要求尺寸精度在μm级别,表面粗糙度要求更高材质9Cr3Mo不衰减层硬度min22mm轧辊硬度HRC≥66表面粗糙度Ra≤0.05um,Rz≤0.5um镀硬铬层≥80um资料来源:公司官网,NSK官网,《CVC 轧辊磨削工艺参数优化研究》, 《辊压极片横向厚度一致性解决方向和方法探析》,华西证券研究所29