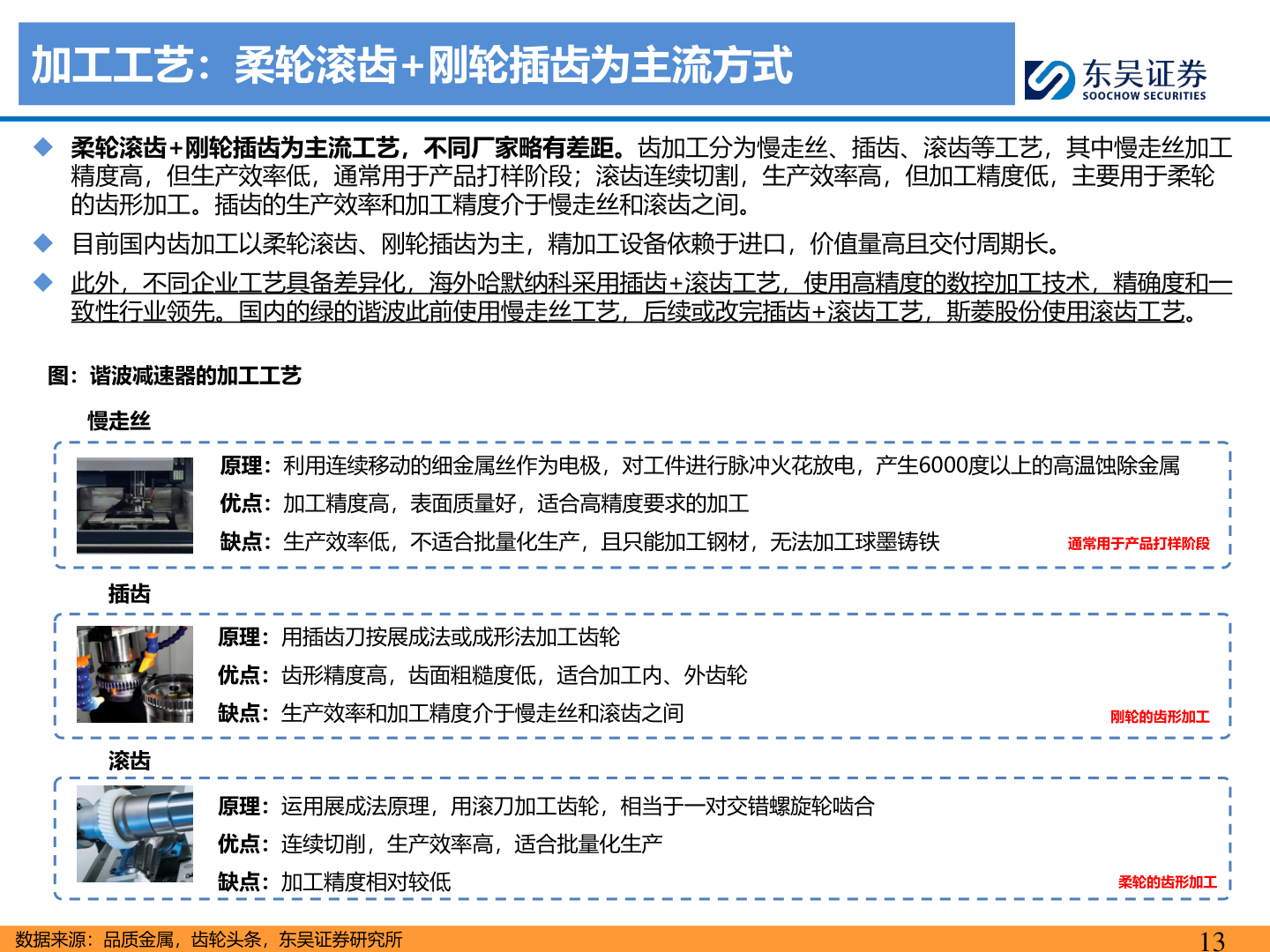
> 数据图表你知道加工工艺:柔轮滚齿+刚轮插齿为主流方式2025-5-5加工工艺:柔轮滚齿+刚轮插齿为主流方式◆ 柔轮滚齿+刚轮插齿为主流工艺,不同厂家略有差距。齿加工分为慢走丝、插齿、滚齿等工艺,其中慢走丝加工精度高,但生产效率低,通常用于产品打样阶段;滚齿连续切割,生产效率高,但加工精度低,主要用于柔轮的齿形加工。插齿的生产效率和加工精度介于慢走丝和滚齿之间。◆ 目前国内齿加工以柔轮滚齿、刚轮插齿为主,精加工设备依赖于进口,价值量高且交付周期长。◆ 此外,不同企业工艺具备差异化,海外哈默纳科采用插齿+滚齿工艺,使用高精度的数控加工技术,精确度和一致性行业领先。国内的绿的谐波此前使用慢走丝工艺,后续或改完插齿+滚齿工艺,斯菱股份使用滚齿工艺。图:谐波减速器的加工工艺慢走丝原理:利用连续移动的细金属丝作为电极,对工件进行脉冲火花放电,产生6000度以上的高温蚀除金属优点:加工精度高,表面质量好,适合高精度要求的加工缺点:生产效率低,不适合批量化生产,且只能加工钢材,无法加工球墨铸铁通常用于产品打样阶段插齿滚齿原理:用插齿刀按展成法或成形法加工齿轮优点:齿形精度高,齿面粗糙度低,适合加工内、外齿轮缺点:生产效率和加工精度介于慢走丝和滚齿之间原理:运用展成法原理,用滚刀加工齿轮,相当于一对交错螺旋轮啮合优点:连续切削,生产效率高,适合批量化生产缺点:加工精度相对较低数据来源:品质金属,齿轮头条,东吴证券研究所刚轮的齿形加工柔轮的齿形加工13东吴证券综合其他