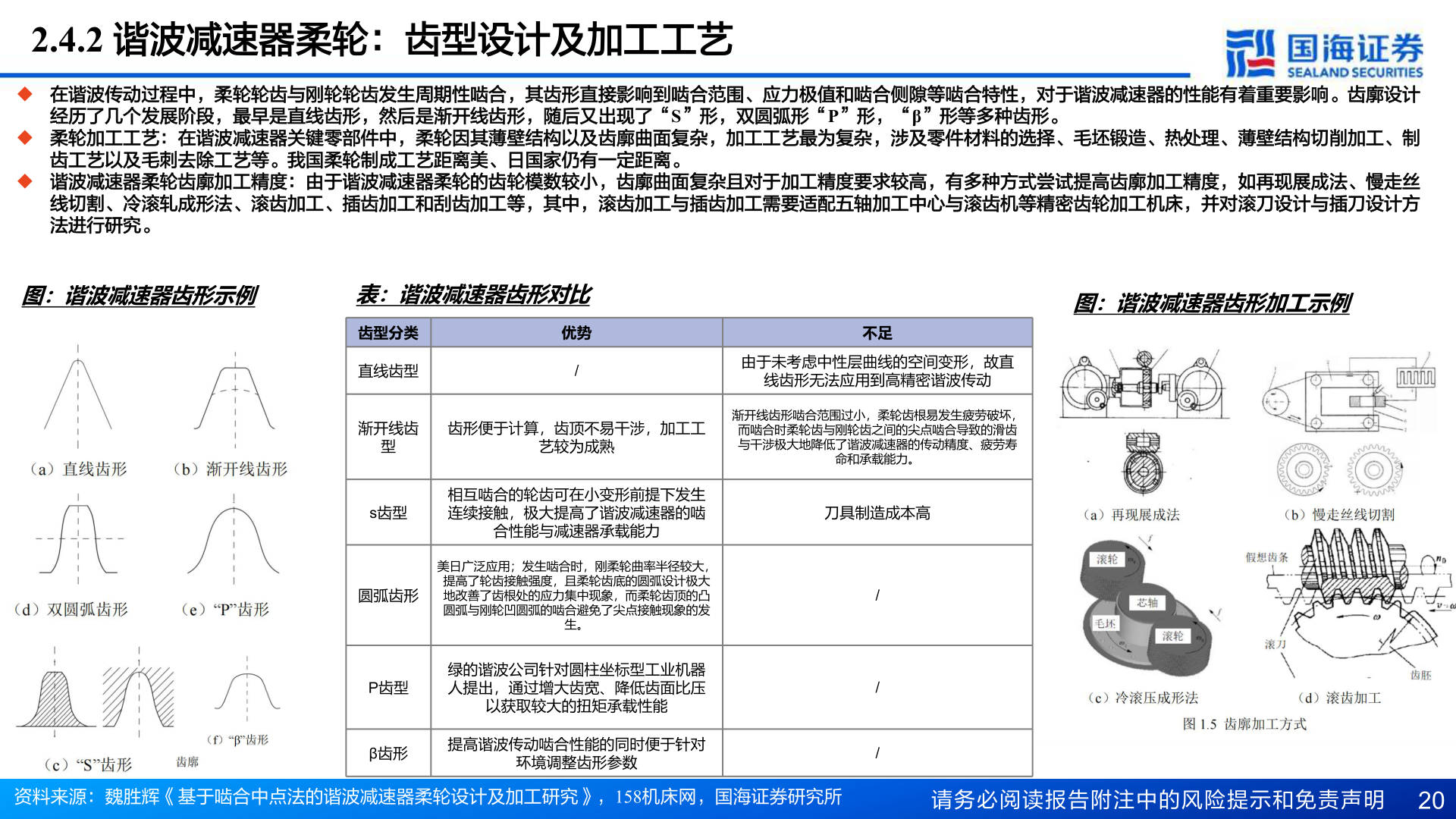
> 数据图表谁能回答2.4.2 谐波减速器柔轮:齿型设计及加工工艺2025-9-02.4.2 谐波减速器柔轮:齿型设计及加工工艺u 在谐波传动过程中,柔轮轮齿与刚轮轮齿发生周期性啮合,其齿形直接影响到啮合范围、应力极值和啮合侧隙等啮合特性,对于谐波减速器的性能有着重要影响。齿廓设计经历了几个发展阶段,最早是直线齿形,然后是渐开线齿形,随后又出现了“S”形,双圆弧形“P”形,“β”形等多种齿形。u 柔轮加工工艺:在谐波减速器关键零部件中,柔轮因其薄壁结构以及齿廓曲面复杂,加工工艺最为复杂,涉及零件材料的选择、毛坯锻造、热处理、薄壁结构切削加工、制齿工艺以及毛刺去除工艺等。我国柔轮制成工艺距离美、日国家仍有一定距离。u 谐波减速器柔轮齿廓加工精度:由于谐波减速器柔轮的齿轮模数较小,齿廓曲面复杂且对于加工精度要求较高,有多种方式尝试提高齿廓加工精度,如再现展成法、慢走丝线切割、冷滚轧成形法、滚齿加工、插齿加工和刮齿加工等,其中,滚齿加工与插齿加工需要适配五轴加工中心与滚齿机等精密齿轮加工机床,并对滚刀设计与插刀设计方法进行研究。图:谐波减速器齿形示例表:谐波减速器齿形对比图:谐波减速器齿形加工示例齿型分类直线齿型渐开线齿型s齿型圆弧齿形优势/齿形便于计算,齿顶不易干涉,加工工艺较为成熟相互啮合的轮齿可在小变形前提下发生连续接触,极大提高了谐波减速器的啮合性能与减速器承载能力美日广泛应用;发生啮合时,刚柔轮曲率半径较大,提高了轮齿接触强度,且柔轮齿底的圆弧设计极大地改善了齿根处的应力集中现象,而柔轮齿顶的凸圆弧与刚轮凹圆弧的啮合避免了尖点接触现象的发生。P齿型β齿形绿的谐波公司针对圆柱坐标型工业机器人提出,通过增大齿宽、降低齿面比压以获取较大的扭矩承载性能提高谐波传动啮合性能的同时便于针对环境调整齿形参数不足由于未考虑中性层曲线的空间变形,故直线齿形无法应用到高精密谐波传动渐开线齿形啮合范围过小,柔轮齿根易发生疲劳破坏,而啮合时柔轮齿与刚轮齿之间的尖点啮合导致的滑齿与干涉极大地降低了谐波减速器的传动精度、疲劳寿命和承载能力。刀具制造成本高///资料来源:魏胜辉《基于啮合中点法的谐波减速器柔轮设计及加工研究》,158机床网,国海证券研究所请务必阅读报告附注中的风险提示和免责声明 20国海证券综合其他