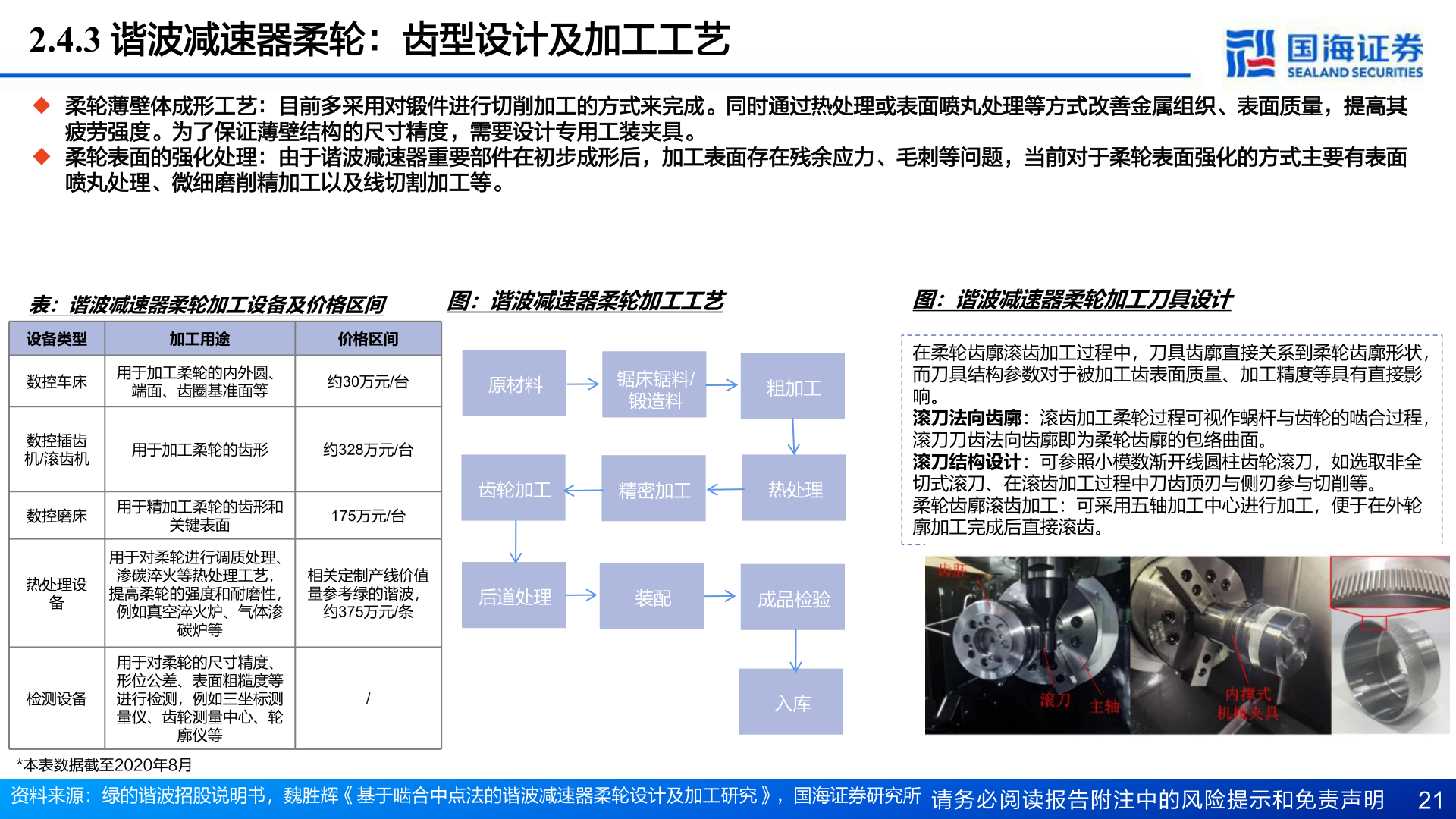
> 数据图表如何了解2.4.3 谐波减速器柔轮:齿型设计及加工工艺2025-9-02.4.3 谐波减速器柔轮:齿型设计及加工工艺u 柔轮薄壁体成形工艺:目前多采用对锻件进行切削加工的方式来完成。同时通过热处理或表面喷丸处理等方式改善金属组织、表面质量,提高其疲劳强度。为了保证薄壁结构的尺寸精度,需要设计专用工装夹具。u 柔轮表面的强化处理:由于谐波减速器重要部件在初步成形后,加工表面存在残余应力、毛刺等问题,当前对于柔轮表面强化的方式主要有表面喷丸处理、微细磨削精加工以及线切割加工等。表:谐波减速器柔轮加工设备及价格区间 图:谐波减速器柔轮加工工艺设备类型数控车床 用于加工柔轮的内外圆、价格区间加工用途端面、齿圈基准面等约30万元/台原材料锯床锯料/锻造料粗加工数控插齿机/滚齿机用于加工柔轮的齿形约328万元/台数控磨床 用于精加工柔轮的齿形和关键表面175万元/台热处理设备检测设备用于对柔轮进行调质处理、渗碳淬火等热处理工艺,提高柔轮的强度和耐磨性,例如真空淬火炉、气体渗碳炉等用于对柔轮的尺寸精度、形位公差、表面粗糙度等进行检测,例如三坐标测量仪、齿轮测量中心、轮廓仪等相关定制产线价值量参考绿的谐波,约375万元/条/齿轮加工精密加工热处理后道处理装配成品检验入库图:谐波减速器柔轮加工刀具设计在柔轮齿廓滚齿加工过程中,刀具齿廓直接关系到柔轮齿廓形状,而刀具结构参数对于被加工齿表面质量、加工精度等具有直接影响。滚刀法向齿廓:滚齿加工柔轮过程可视作蜗杆与齿轮的啮合过程,滚刀刀齿法向齿廓即为柔轮齿廓的包络曲面。滚刀结构设计:可参照小模数渐开线圆柱齿轮滚刀,如选取非全切式滚刀、在滚齿加工过程中刀齿顶刃与侧刃参与切削等。柔轮齿廓滚齿加工:可采用五轴加工中心进行加工,便于在外轮廓加工完成后直接滚齿。*本表数据截至2020年8月资料来源:绿的谐波招股说明书,魏胜辉《基于啮合中点法的谐波减速器柔轮设计及加工研究》,国海证券研究所请务必阅读报告附注中的风险提示和免责声明 21国海证券综合其他