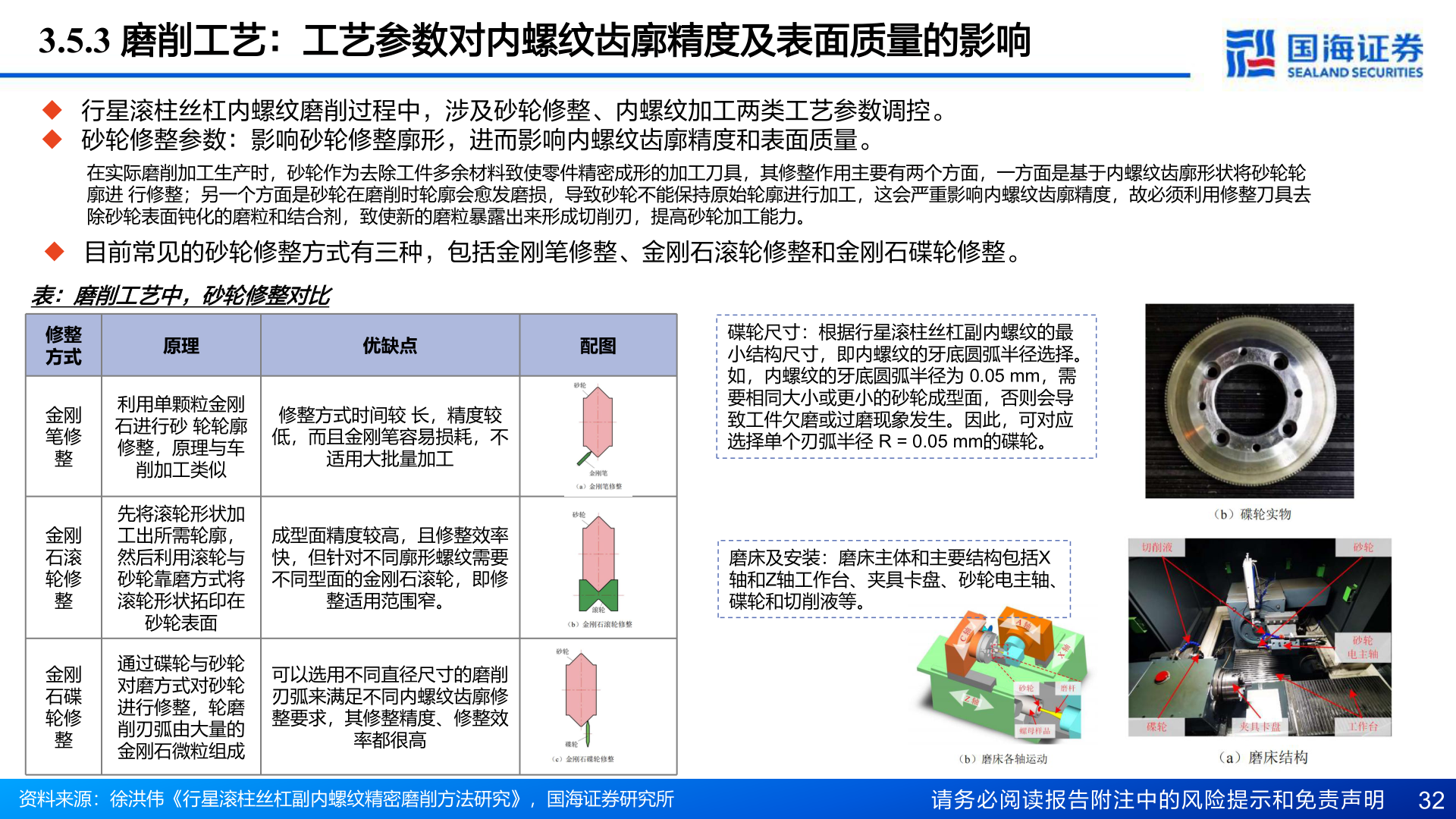
> 数据图表我想了解一下3.5.3 磨削工艺:工艺参数对内螺纹齿廓精度及表面质量的影响2025-9-03.5.3 磨削工艺:工艺参数对内螺纹齿廓精度及表面质量的影响u 行星滚柱丝杠内螺纹磨削过程中,涉及砂轮修整、内螺纹加工两类工艺参数调控。u 砂轮修整参数:影响砂轮修整廓形,进而影响内螺纹齿廓精度和表面质量。在实际磨削加工生产时,砂轮作为去除工件多余材料致使零件精密成形的加工刀具,其修整作用主要有两个方面,一方面是基于内螺纹齿廓形状将砂轮轮廓进 行修整;另一个方面是砂轮在磨削时轮廓会愈发磨损,导致砂轮不能保持原始轮廓进行加工,这会严重影响内螺纹齿廓精度,故必须利用修整刀具去除砂轮表面钝化的磨粒和结合剂,致使新的磨粒暴露出来形成切削刃,提高砂轮加工能力。u 目前常见的砂轮修整方式有三种,包括金刚笔修整、金刚石滚轮修整和金刚石碟轮修整。表:磨削工艺中,砂轮修整对比修整方式金刚笔修整金刚石滚轮修整金刚石碟轮修整原理优缺点配图利用单颗粒金刚石进行砂 轮轮廓修整,原理与车削加工类似修整方式时间较 长,精度较低,而且金刚笔容易损耗,不适用大批量加工碟轮尺寸:根据行星滚柱丝杠副内螺纹的最小结构尺寸,即内螺纹的牙底圆弧半径选择。如,内螺纹的牙底圆弧半径为 0.05 mm,需要相同大小或更小的砂轮成型面,否则会导致工件欠磨或过磨现象发生。因此,可对应选择单个刃弧半径 R = 0.05 mm的碟轮。35%先将滚轮形状加工出所需轮廓,然后利用滚轮与砂轮靠磨方式将滚轮形状拓印在砂轮表面成型面精度较高,且修整效率快,但针对不同廓形螺纹需要不同型面的金刚石滚轮,即修整适用范围窄。磨床及安装:磨床主体和主要结构包括X 轴和Z轴工作台、夹具卡盘、砂轮电主轴、碟轮和切削液等。通过碟轮与砂轮对磨方式对砂轮进行修整,轮磨削刃弧由大量的金刚石微粒组成可以选用不同直径尺寸的磨削刃弧来满足不同内螺纹齿廓修整要求,其修整精度、修整效率都很高资料来源:徐洪伟《行星滚柱丝杠副内螺纹精密磨削方法研究》,国海证券研究所请务必阅读报告附注中的风险提示和免责声明 32国海证券综合其他