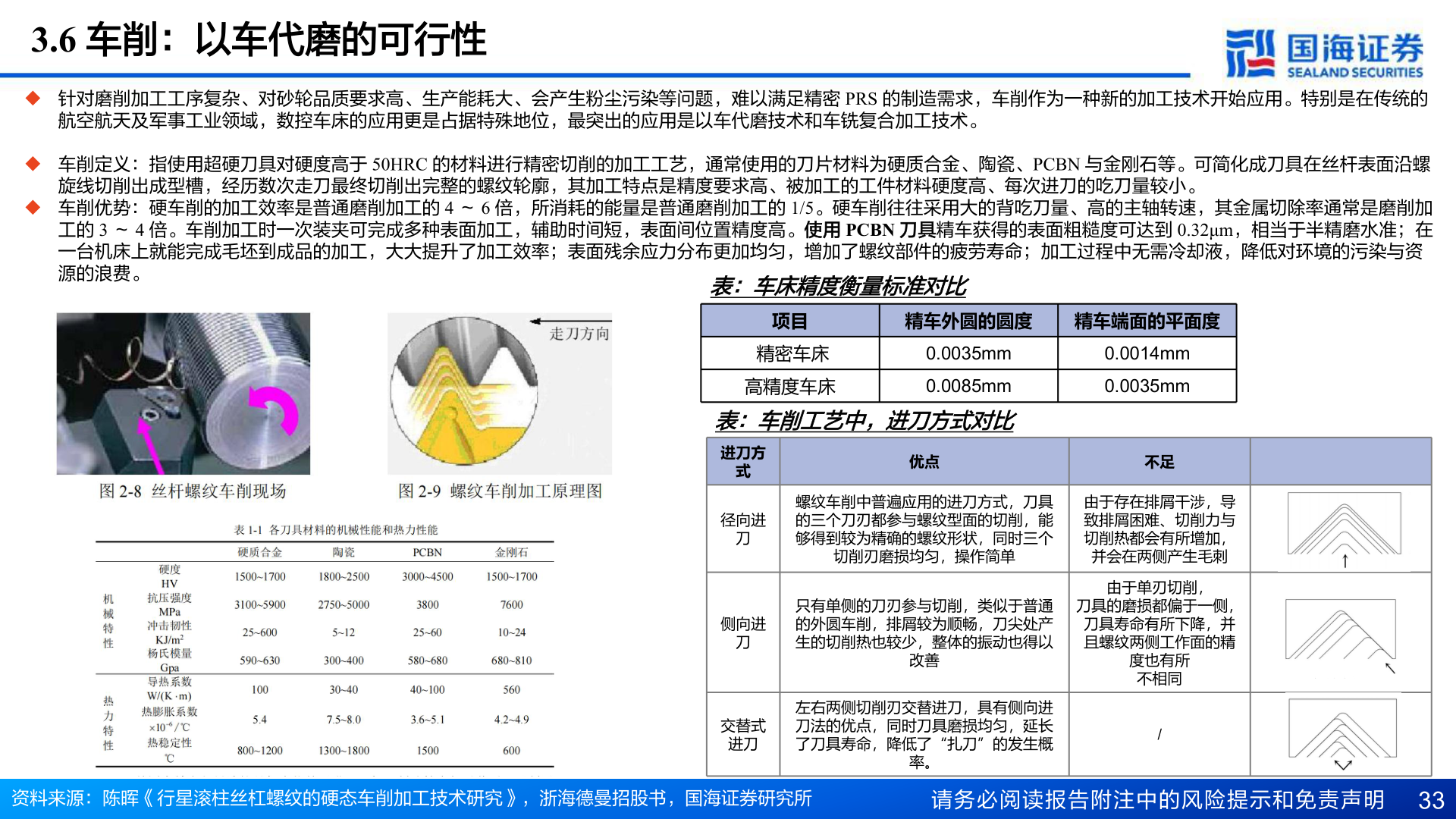
> 数据图表如何了解3.6 车削:以车代磨的可行性2025-9-03.6 车削:以车代磨的可行性u 针对磨削加工工序复杂、对砂轮品质要求高、生产能耗大、会产生粉尘污染等问题,难以满足精密 PRS 的制造需求,车削作为一种新的加工技术开始应用。特别是在传统的航空航天及军事工业领域,数控车床的应用更是占据特殊地位,最突出的应用是以车代磨技术和车铣复合加工技术。u 车削定义:指使用超硬刀具对硬度高于 50HRC 的材料进行精密切削的加工工艺,通常使用的刀片材料为硬质合金、陶瓷、PCBN 与金刚石等。可简化成刀具在丝杆表面沿螺旋线切削出成型槽,经历数次走刀最终切削出完整的螺纹轮廓,其加工特点是精度要求高、被加工的工件材料硬度高、每次进刀的吃刀量较小。u 车削优势:硬车削的加工效率是普通磨削加工的 4 ~ 6 倍,所消耗的能量是普通磨削加工的 1/5。硬车削往往采用大的背吃刀量、高的主轴转速,其金属切除率通常是磨削加工的 3 ~ 4 倍。车削加工时一次装夹可完成多种表面加工,辅助时间短,表面间位置精度高。使用 PCBN 刀具精车获得的表面粗糙度可达到 0.32μm,相当于半精磨水准;在一台机床上就能完成毛坯到成品的加工,大大提升了加工效率;表面残余应力分布更加均匀,增加了螺纹部件的疲劳寿命;加工过程中无需冷却液,降低对环境的污染与资源的浪费。表:车床精度衡量标准对比项目精车外圆的圆度精车端面的平面度精密车床高精度车床0.0035mm0.0085mm表:车削工艺中,进刀方式对比进刀方优点式0.0014mm0.0035mm不足径向进刀侧向进刀交替式进刀螺纹车削中普遍应用的进刀方式,刀具的三个刀刃都参与螺纹型面的切削,能够得到较为精确的螺纹形状,同时三个切削刃磨损均匀,操作简单由于存在排屑干涉,导致排屑困难、切削力与切削热都会有所增加,并会在两侧产生毛刺只有单侧的刀刃参与切削,类似于普通的外圆车削,排屑较为顺畅,刀尖处产生的切削热也较少,整体的振动也得以改善左右两侧切削刃交替进刀,具有侧向进刀法的优点,同时刀具磨损均匀,延长了刀具寿命,降低了“扎刀”的发生概率。由于单刃切削,刀具的磨损都偏于一侧,刀具寿命有所下降,并且螺纹两侧工作面的精度也有所不相同/资料来源:陈晖《行星滚柱丝杠螺纹的硬态车削加工技术研究》,浙海德曼招股书,国海证券研究所请务必阅读报告附注中的风险提示和免责声明 33国海证券综合其他