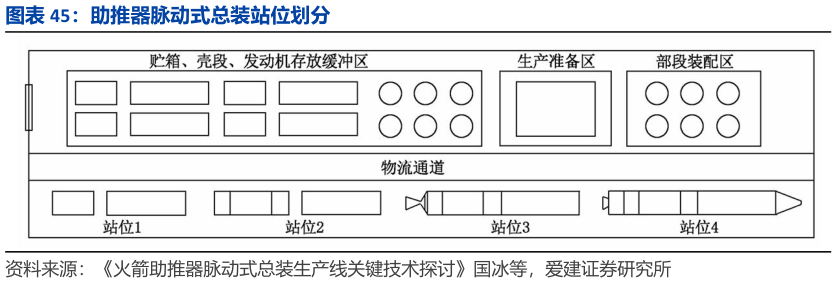
> 数据图表如何了解助推器脉动式总装站位划分2026-1-3面向规模化生产需求,脉动式生产线是火箭制造实现效率跃升的最优方案。以某中型液体火箭年产 10 发、需完成助推器 40 个为例,按全年有效工作日 250 天计算,脉动式生产线通过节拍同步与站位均衡设计,将生产节拍精确控制在 6 天个,相较传统总装节拍约 89 天个(基于行业常见总装周期)提升了约 25%30%。在该脉动模式下,以总装节拍为核心划分四个连续站位,各站位作业时间与节拍一致,有效避免了传统单一工位集中作业的等待与滞后壳段、发动机等独立部件装配通过缓冲区支撑,不构成主流程约束。针对贮箱装配难点,将贮箱总装纳入主脉动流程,并将对接作业从单一站位拆分为站位 2(前后箱对接)、站位 3(中段对接)与站位 4(全箭对接),从而实现装配流程的节拍化、高效化推进。爱建证券综合其他